Why Chemical Production Requires a Variable Frequency Drive
The chemical industry operates with aggressive media, explosive substances and processes where a deviation of motor speed by just 3-5% can ruin an entire batch of product. Traditional direct-on-line motor starting does not allow smooth regulation of reagent feed rates, mixing speeds or air flow in exhaust systems. This is precisely why chemical plants increasingly install variable frequency drives (VFDs) — devices that change the frequency and voltage supplied to a motor, thereby controlling its rotational speed.
The VEICHI AC310 series is engineered for demanding industrial environments and covers a power range from 0.75 to 400 kW on three-phase 380 V supply. Output frequency reaches 600 Hz, enabling high-speed spindle and centrifuge applications. A built-in PLC controller, Modbus RTU/TCP protocol support and an optional EMC filter make the AC310 a turnkey solution for integration into chemical plant SCADA systems.
Where Exactly Is the VEICHI AC310 Used in Chemical Production
Pump Control for Reagent Transfer
Chemical pumps are the heart of any process line — from acid and alkali feed to solvent circulation in reactors. The VEICHI AC310 frequency converter enables smooth pressure ramp-up during pump startup, eliminating water hammer in pipelines. The PID controller built into the drive firmware automatically maintains the required pressure or flow setpoint by responding to a 4-20 mA analog sensor signal.
The AC310 overload capacity in G mode (general industrial) is 150% of rated current for 60 seconds and 180% for 10 seconds, which covers peak loads when starting thick slurry pumps. For pumps rated at 30-75 kW, the AC310-T3 model provides stable operation even with mains voltage fluctuations of ±15%.
Mixers and Reactors
In chemical reactors, mixer speed accuracy directly affects end-product quality. Excessive speed causes cavitation and uneven component distribution, while insufficient speed leads to suspension settling and dead zones. The VEICHI AC310 supports sensorless vector control (SVC) with speed accuracy of ±0.5%, and with an encoder (FVC) — ±0.02%. This is critical for polymerisation, emulsification and crystallisation processes, where recipes demand staged changes in mixing speed.
The multi-speed function allows programming of up to 16 speed steps with individual dwell times, effectively replacing a dedicated programmable controller in simple batch processes.
Ventilation and Extraction Systems
Extraction systems in chemical plants run around the clock, removing toxic fumes and dust. Running a fan at full speed continuously means excessive energy consumption. A frequency converter reduces fan speed according to the actual load in the production zone. Under the fan affinity laws, reducing speed by 20% cuts energy consumption by approximately 50%. For detailed guidance on configuring frequency converters for ventilation systems, see the article on frequency converters for ventilation.
Dosing Equipment and Conveyors
Precise dosing of bulk and liquid components requires stable torque at low speeds. The VEICHI AC310 delivers 150% rated torque at 0.5 Hz in SVC mode, ensuring reliable operation of screw and belt feeders. Analog inputs of 0-10 V or 4-20 mA accept signals from a weighing controller, while relay outputs signal the completion of a dosing cycle.
Technical Advantages of the AC310 for the Chemical Industry
| Parameter | Direct Motor Connection | With VEICHI AC310 Drive |
|---|---|---|
| Starting current | 600-800% of rated | Limited to 150% (soft start) |
| Speed regulation | Not possible | 0-600 Hz with ±0.5% accuracy |
| Energy consumption (pump at 50% load) | 100% (throttling) | ~30-40% (frequency reduction) |
| Water hammer | Present during start/stop | Eliminated by accel/decel ramps |
| Bearing wear | Accelerated due to jerking | Reduced by 30-40% with smooth operation |
| Motor protection | External thermal relays | Built-in: overheat, short circuit, phase loss, overload |
| DCS/SCADA integration | Contactor + relay required | Modbus RTU/TCP, analog I/O, PLC |
Energy Savings: Real Figures for Chemical Plants
Research into industrial pumping systems shows that implementing variable frequency control on pumps and fans at chemical plants reduces electricity consumption by 20-55% depending on the load profile. For a typical chemical plant with 10 pumps rated at 22 kW each, operating at an average 60% load, annual savings amount to approximately 80,000-120,000 kWh. At an electricity cost of USD 0.08-0.10/kWh, this represents USD 6,400-12,000 per year.
The payback period for a VEICHI AC310 rated at 22 kW (model AC310-T3-022G/030P-B) is typically 4-8 months. For higher-power motors, payback is even faster since absolute savings grow proportionally with power rating.
Motor Protection and Process Safety
The VEICHI AC310 features a multi-level protection system, which is especially important in the chemical industry where equipment shutdown can trigger an emergency:
- Automatic restart after power failure — the drive resumes motor operation with the preset acceleration profile without operator intervention. Detailed configuration of this function is described in the article automatic AC310 restart after power supply failure.
- Dry-run protection — under-current detection with automatic shutdown to prevent pump damage.
- Overheat protection — heatsink temperature monitoring via thermal sensor with forced power derating when the threshold is exceeded.
- Short circuit and earth fault protection on output phases.
- Input and output phase loss detection — instant shutdown with fault code display.
VEICHI AC310 Product Range for Chemical Applications
The AC310 series in three-phase configuration (380 V) covers power ratings from 0.75 kW for small dosing pumps to 400 kW for large centrifugal compressors. Models up to 22 kW feature a book-style chassis less than 200 mm deep, simplifying installation in compact control cabinets. The full catalogue is available in the frequency converters section.
When selecting a drive for chemical production, consider these factors:
- Load type — pump (quadratic torque characteristic) or mixer/conveyor (constant torque). For pumps select P mode, for constant torque loads select G mode.
- EMC filter requirement — to reduce electromagnetic interference with sensitive instrumentation in chemical workshops.
- Base IP20 protection rating, but external IP54/IP65 enclosures are available for installation outside a control cabinet.
- For high-temperature zones (drying chambers, heated reactors) — derate nominal current by 3% for each degree above 40 °C.
Comparison with Soft Starters
In chemical plants, engineers sometimes choose between soft starters and variable frequency drives. A soft starter is appropriate where the motor runs continuously at rated speed and only inrush current limitation is needed — for example, auxiliary cooling pumps. For process pumps, mixers and fans where speed regulation is required, the choice is clear — a frequency converter. For a detailed comparison and selection guide, see the article top questions about VFDs and soft starters.
Practical Installation and Configuration Guidelines
When installing a VEICHI AC310 at a chemical plant, follow these guidelines:
- Placement in the control cabinet — ensure vertical airflow through the heatsink. Minimum clearance above and below is 150 mm. Side clearance for models up to 22 kW is at least 10 mm.
- Cable routing — run power and signal cables separately with a minimum 300 mm gap, or use metal shielded trays.
- PID controller setup — for pump applications, set the proportional gain to 50-80, integral time to 2-5 seconds, derivative time to 0. This provides stable pressure regulation without oscillation.
- Compressor configuration is described in the article on configuring a VFD for compressor operation.
- Corrosion protection — in environments with acid or alkali vapours, apply conformal coating to the drive PCBs or install the cabinet with positive clean-air pressurisation.
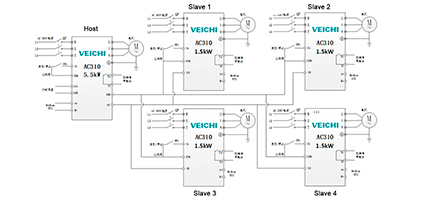
VEICHI AC310 Integration with Other VEICHI Equipment
VEICHI offers a complete industrial automation product line. The AC310 drive integrates seamlessly with the VEICHI AC10 drive in systems where some motors require simple V/f control while others need full vector control. Communication between drives and the supervisory system is established via RS-485 (Modbus RTU) or an optional Profibus/CANopen card.